LOCK-N-STITCH® Repairs the Original 427
LOCK-N-STITCH®
Does Their Magic On The Original 427...


 In
March 2009 the original
(numbers matching) 427 decided to toss the #2
rod cap through the pan so I replaced it with a ZZ454 and decided to
save the original drive train. I took the original 427 block to
Swanner Racing in Wild Peach (TX) where Bernie Brown hot-tanked it and
checked the bottom end for cracks. No cracks were found so it
looked like the
only major damage was the hole in the cam gallery caused by the #2
rod. It turns out that there is a place in California called
LOCK-N-STITCH® that says
they have fixed many big-block Chevy's with the
same failure so in September 2010, I took the 427 to them to see what
they could do.
In
March 2009 the original
(numbers matching) 427 decided to toss the #2
rod cap through the pan so I replaced it with a ZZ454 and decided to
save the original drive train. I took the original 427 block to
Swanner Racing in Wild Peach (TX) where Bernie Brown hot-tanked it and
checked the bottom end for cracks. No cracks were found so it
looked like the
only major damage was the hole in the cam gallery caused by the #2
rod. It turns out that there is a place in California called
LOCK-N-STITCH® that says
they have fixed many big-block Chevy's with the
same failure so in September 2010, I took the 427 to them to see what
they could do.
Gary Reed, the CEO of LOCK-N-STITCH® has been
in this business for over 40 years. He has developed several
methods of repairing cast materials including furnace brazing, metal
fusion processes and his trademark, the LOCK-N-STITCH® pins.
It was the pin method they elected to use on my block. The pins
are depicted in the logo above. The pins are manufactured with a
shear section below the head. The part to be repaired in drilled
and tapped with a special tap and the pin is inserted. Then it is
torqued until the head shears off. They continue installing pins
until the entire crack is filled with overlapping pins. After all
the pins are inserted, the pins are peened down and the surface is
finished to look just like the original material..


 After
checking it out thoroughly, they decided it was a relatively easy
repair
and Alaa got started on the work. He first ground the sides of
the hole in the block so it was smooth and straight. Then he
fabricated a steel patch that snugly fit the hole. Steel was used
so the thermal coefficient of expansion would be the same as the cast
iron. Next, the patch was glued into place with a special
proprietary glue and the pinning process was started with two pins
opposite each other. Then 2 more were installed 90 degrees from
the original two and so on until the entire perimeter of the hole was
filled with overlapping pins.
After
checking it out thoroughly, they decided it was a relatively easy
repair
and Alaa got started on the work. He first ground the sides of
the hole in the block so it was smooth and straight. Then he
fabricated a steel patch that snugly fit the hole. Steel was used
so the thermal coefficient of expansion would be the same as the cast
iron. Next, the patch was glued into place with a special
proprietary glue and the pinning process was started with two pins
opposite each other. Then 2 more were installed 90 degrees from
the original two and so on until the entire perimeter of the hole was
filled with overlapping pins.

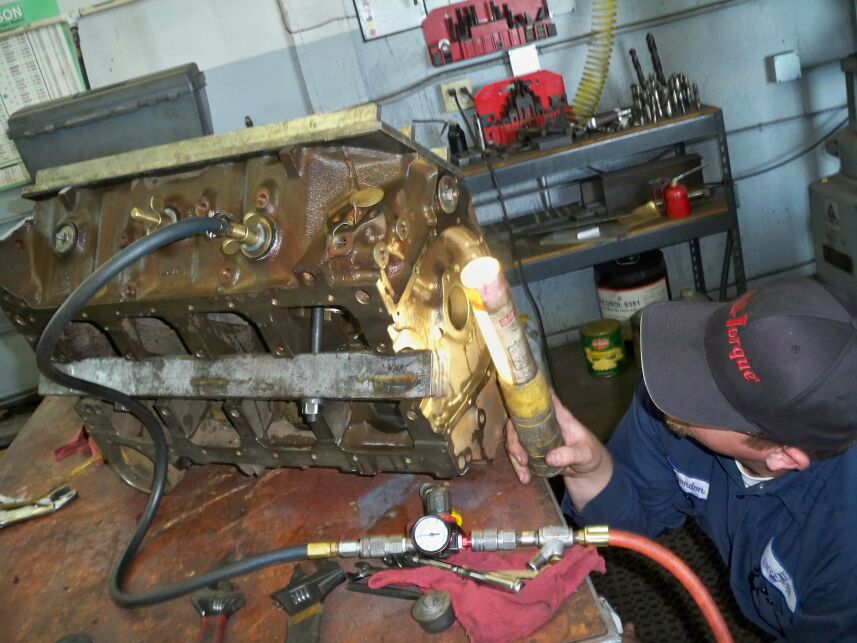

 After all the pins were installed, the surface
is worked until it blends in perfectly with the original surface.
Then head plates are installed and the freeze plug holes are blocked
and the block is pressure tested to 20 PSI to assure a leak-free
repair. After that, the surface is cleaned and the repair is
complete.
After all the pins were installed, the surface
is worked until it blends in perfectly with the original surface.
Then head plates are installed and the freeze plug holes are blocked
and the block is pressure tested to 20 PSI to assure a leak-free
repair. After that, the surface is cleaned and the repair is
complete.
The work these guys do borders on magic if you ask
me. They tell me the repair is stronger than the original
block. They
chose the stitch method on my block because if they furnace brazed it,
it would have been heated to 900-1000 degrees and the resulting warpage
would have required align boring of the main saddles and well as the
cam and probably decking of the head surfaces. Since the whole
purpose of this repair was to save the original numbers on the right
head surface, that would have complicated use of this block. As
it is, this block can simply be cleaned and assembly can begin.
 Alaa
and Gary told me they had done a number of this exact repair. In
fact, Alaa said that although they had never done it, if necessary,
they could cut a block IN HALF, do a
repair and then put it back together again. See what I mean about
magic? They also said this was a comparatively little job. Not very little
to me but in terms of the kind of stuff they do, the cylinder head on
the left was sitting there for repairs when I got there. Notice
the tape measure I placed on the head to give perspective. The
end of the tape is 15 inches from where the tape measure is
sitting. The valves are about 12 inches in diameter! The
valve stems were about 3 inches in diameter.
Alaa
and Gary told me they had done a number of this exact repair. In
fact, Alaa said that although they had never done it, if necessary,
they could cut a block IN HALF, do a
repair and then put it back together again. See what I mean about
magic? They also said this was a comparatively little job. Not very little
to me but in terms of the kind of stuff they do, the cylinder head on
the left was sitting there for repairs when I got there. Notice
the tape measure I placed on the head to give perspective. The
end of the tape is 15 inches from where the tape measure is
sitting. The valves are about 12 inches in diameter! The
valve stems were about 3 inches in diameter.
 As
an example of their other kind of repair processes, here is a Packard
block that the side was rotted out of from the cooling jacket being
filled with water and no rust inhibitors. They fabricated a new
steel panel and furnace brazed it into place in the side of the
block. They also had to do a few thread repairs on this
one. Alaa told me that if a panel they need to replace has
casting numbers on it, they will duplicate the exact numbers on the
replacement panel so after painting, it looks completely
original. Amazing stuff.
As
an example of their other kind of repair processes, here is a Packard
block that the side was rotted out of from the cooling jacket being
filled with water and no rust inhibitors. They fabricated a new
steel panel and furnace brazed it into place in the side of the
block. They also had to do a few thread repairs on this
one. Alaa told me that if a panel they need to replace has
casting numbers on it, they will duplicate the exact numbers on the
replacement panel so after painting, it looks completely
original. Amazing stuff.